

Processing Principle
The electrical energy is converted into ultrasonic energy by the transducer. The ultrasonic energycauses the tool to vibrate at a frequency of 20-50 kHz (ie., 20,000-50.000 times per second). Thisvibration generates a significantly high impact acceleration (approximately 104A 10stimes the accelerationdhie to gravity), resulting in high-frequency radial vibration along the workpiece. This substantially reduces cutting resistance, making it easier to remove residual matenal duuing machining.
Product Characteristics
Compared to conventional tming, processes, utrasonic composite machining technology offers the followingcharactenstics.
- Easy Installation: It can be easily installed on the lathe’s tool holder and uses machine-clamped tool inserts.
- Effective Chip Breaking: It effectively addresses chip-breaking issues.
- Improved Machining Eficiency: It has good rigidity, allowing for increased cutting speeds and eficiency.
- lmproved Machiming Efnciency: It has good nigidity, allowing for increased cutting speeds and eficiency enablingtue cold cutting, and signifcantly extending the tool’s lifespan..
- Reduced Cutting Resistance: It lowers cutting resistance duing tool operation.
- Reduced Surface Residal Stress: It decreases residual stress on the machined material’s suface
- High Energy Conversion Rate: The entire system is safe, stable, and capable of contimnuous operation for extended periods
- Automatic Frequency Scanning: The ultrasonic power source can automatically scan freguencies and track them.
Name 55°Ultrasonic Tuming Tool 80°Ultasonic Tuming Tool
Type CKNCX-C55 CKN-CX-C80
Technical Data
Technical Data Parameters
Operating Frequency Range of the Power Supply:Power 20KhzA 50khz
Supply AC: 220V+10%65 50hz
Output Powerf 200W
Amplitudef 0A 20uum
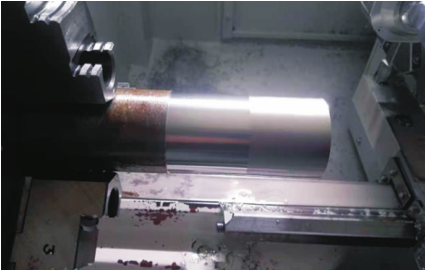

Ultrasonic Tool Machining of 304 Stainless Steel Ultrasonic Tool Machining of Glass
